 El polietileno tereftalato (PET) es un poliéster de condensación producido por una reacción entre un di-ácido y un di-alcohol. Las principales materias primas para la producción de PET son el di-metil tereftalato (DMT), ácido tereftálico (TPA) y etilén glicol (EG). El PET es un polímero de alta producción con diversas aplicaciones. La naturaleza semi-cristalina de este poliéster permite obtener una gran variedad de propiedades tanto físicas como mecánicas que se ajustan muy bien a la fabricación de fibras, películas, botellas y diferentes partes moldeadas. Estas partes son convertidas en productos finales tales como prendas de ropa, alfombras, empaques y bienes industriales. La mayoría de las propiedades físicas y mecánicas del PET mejoran si el peso molecular aumenta. El peso molecular requerido depende del uso final del poliéster. Por ello, las resinas de PET (especialmente las de grado alimenticio) se someten a una poli-condensación en estado sólido con el fin de aumentar su peso molecular.
El polietileno tereftalato (PET) es un poliéster de condensación producido por una reacción entre un di-ácido y un di-alcohol. Las principales materias primas para la producción de PET son el di-metil tereftalato (DMT), ácido tereftálico (TPA) y etilén glicol (EG). El PET es un polímero de alta producción con diversas aplicaciones. La naturaleza semi-cristalina de este poliéster permite obtener una gran variedad de propiedades tanto físicas como mecánicas que se ajustan muy bien a la fabricación de fibras, películas, botellas y diferentes partes moldeadas. Estas partes son convertidas en productos finales tales como prendas de ropa, alfombras, empaques y bienes industriales. La mayoría de las propiedades físicas y mecánicas del PET mejoran si el peso molecular aumenta. El peso molecular requerido depende del uso final del poliéster. Por ello, las resinas de PET (especialmente las de grado alimenticio) se someten a una poli-condensación en estado sólido con el fin de aumentar su peso molecular.
El PET es conocido por ser un material termoplástico higroscópico que absorbe la humedad con facilidad. Por lo tanto las condiciones óptimas de secado antes del procesamiento son cruciales. El contenido de humedad en el polímero promueve la degradación durante el procesamiento y conlleva a la reducción del peso molecular, que a su vez afecta las propiedades del producto final.
Experimentación
Materiales:
La compañía Leading Synthetics Pty suministró los gránulos de tres grados diferentes de PET:
- PET 100% virgen (BK3180)
- PET 100% reciclado grado alimenticio
- PET 100% reciclado grado fibra
Procedimientos:
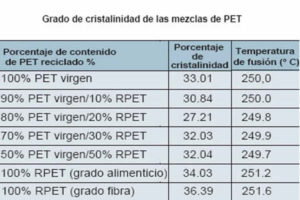
Las mezclas de PET virgen y PET reciclado grado alimenticio se prepararon con las siguientes tasas en peso:
- 90% PET virgen 10% PET reciclado
- 80% PET virgen 20% PET reciclado
- 70% PET virgen 30% PET reciclado
- 50% PET virgen 50% PET reciclado
Todos los diferentes grados de PET se secaron en un horno al vacío a una temperatura de 170° C durante 4 horas. Los materiales secados se introdujeron en bolsas de aluminio selladas para prevenir su exposición a la atmósfera. Las muestras para los ensayos mecánicos fueron hechas utilizando la máquina de inyección por moldeo «Battenfeld BA 350/75» con las siguientes condiciones:
Temperatura del tornillo:
Zona trasera: 25° C
Zona media: 290° C
Zona frontal: 285° C
Boquilla: 285° C
Tiempo de enfriamiento: 13s
Temperatura del molde: 10-15°
Los ensayos de calorimetría diferencial de barrido (DSC) se realizaron en atmósfera de nitrógeno utilizando una rampa de calentamiento/enfriamiento de 10° C/min, desde temperatura ambiente hasta 290° C usando una masa de muestra entre 6 y 12mg. Los ensayos de TGA fueron hechos utilizando una rampa de temperatura de 10° C/min desde temperatura ambiente hasta 500° C. Los análisis de TGA se efectuaron para resaltar las diferencias en el comportamiento de degradación de los materiales. En el caso de la DSC se realizaron ensayos en 2 ciclos. El primer ciclo borra la historia térmica de la muestra, al calentarla por encima de la temperatura de fusión, de forma que los datos correspondientes al segundo ciclo no estén influenciados por el programa de enfriamiento indefinido. Los ensayos de tensión se hicieron en primera instancia a condiciones ambientales y luego a temperatura elevada para todos los materiales. A condiciones ambientales, los ensayos se realizaron en una máquina de ensayos universal Zwick Z010 conforme con la norma australiana AS 1145.1-2001. Los ensayos de tensión a alta temperatura se hicieron en una máquina INSTRON usando una recámara térmica que rodea el sistema de mordazas y la muestra en tensión. La temperatura del ensayo fue de 110° C. Se escogieron estas condiciones para comparar el comportamiento a la elongación de varios materiales. La máxima velocidad del ensayo a la cual las mordazas podían sostener la muestra sin que ésta resbalara fue de 200mm/min. Antes de comenzar el ensayo las probetas de tensión se acondicionan durante 5 minutos en la recámara térmica para garantizar el equilibrio en temperatura. Se utilizan cinco muestras para obtener un conjunto de resultados por cada material.
Fuente: Plástico.com